
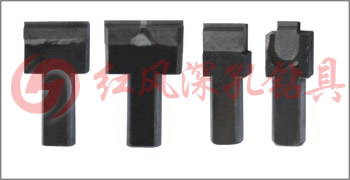
套料刀头的数量和分屑方法,应根据荼工作的直径来决定。分屑的方法是使每把刀头的切削刃宽度成分级变化。第一把刀是切削刃宽度较小,以后每把刀的切削刃宽度逐步增大,但高度逐步减少。为了使刀盘圆周上的切削力较平稳,应将阶梯式切削图形对称分布。此外在切削刃上磨出卷屑槽,使切屑成小螺卷状,直径不超过6mm,保证小于排屑间隙。
|
套孔钻削孔径范围D1
|
D2
|
D3
|
L1
|
F
|
|
105
|
75
|
70
|
100
|
74×12/双头
|
|
120
|
90
|
85
|
120
|
89×12/双头
|
|
130
|
95
|
90
|
130
|
94×12/双头
|
|
140
|
110
|
105
|
125
|
109×12/双头
|
|
150
|
120
|
115
|
130
|
119×12/三头
|
|
160
|
129
|
124
|
130
|
128×12/三头
|
|
180
|
149
|
144
|
130
|
148.5×12/三头
|
|
205
|
174
|
168
|
130
|
173×12/三头
|
|
225
|
187
|
180
|
130
|
185×12/三头
|
|
235
|
197
|
190
|
130
|
195×12/三头
|
|
250
|
212
|
205
|
130
|
210×12/三头
|
|
280
|
242
|
235
|
130
|
240×12/三头
|
|
300
|
262
|
255
|
130
|
260×12/三头
|
|
325
|
287
|
280
|
130
|
285×12/三头
|
备注:套孔钻刀杆的直径和长度:直径是根据套孔直径和中央芯棒直径而定。长度除考虑加工零件长度外,还应附加防震器座、中间支承座的宽度和连接盘的长度,再加上一定的长度。
另:表中没有的孔径系列可根据用户需要定制。
